Aluminum is crucial for high-performance industries. However, it has a hidden flaw that causes major problems. An invisible aluminum oxide layer forms instantly on its surface. This small layer becomes a critical failure point in demanding applications. The oxide barrier blocks electrical flow. This makes components overheat and fail, leading to costly breakdowns. It prevents strong welds. It also makes expensive coatings peel off, hurting your product’s strength and quality. Ignoring this leads to poor results. You’ll face rework and potential field failures that cost time and money. For critical projects in aerospace and electronics, removing this layer is essential. Failure simply isn’t an option in these industries.
This guide covers three professional methods. Laser, Chemical, and Mechanical cleaning ensure perfect surface preparation. These techniques guarantee better performance and safety. Your high-value products will meet demanding standards.
Why Cleaning Aluminum Oxide is Critical for Industrial Projects
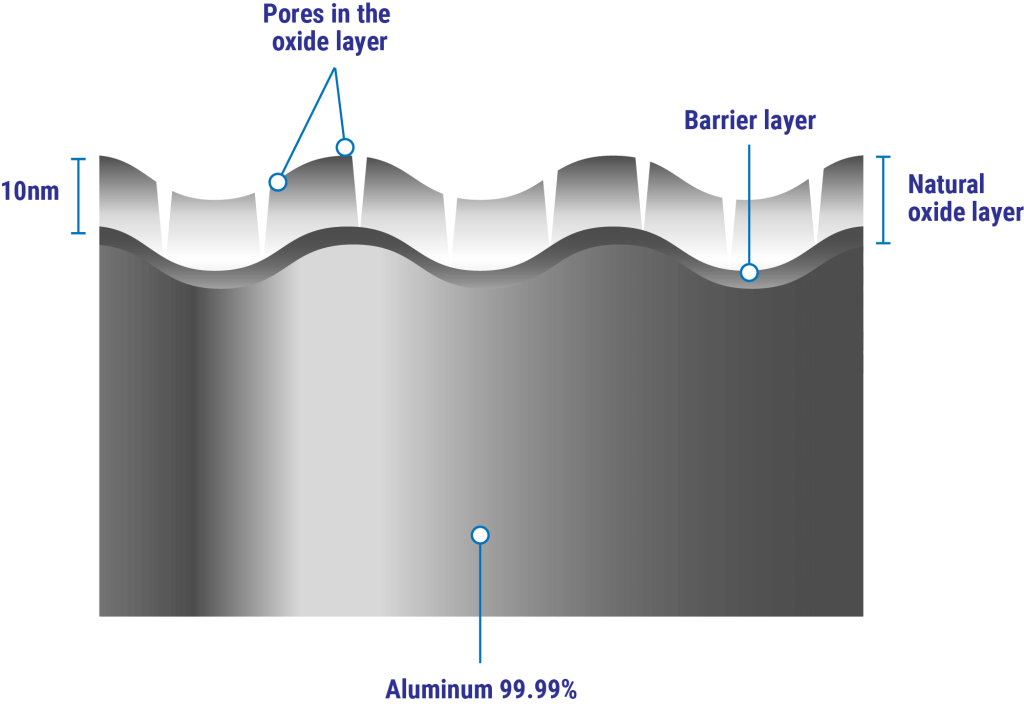
Aluminum is valued in many industries for its unique combination of light weight and high strength. When exposed to air, its surface instantly reacts with oxygen to form a thin, invisible layer of aluminum oxide. While this initial layer serves to protect the metal from corrosion, environmental factors can cause a thicker, problematic oxide layer to form. This dull, chalky layer must be removed, as it can significantly compromise the performance, appearance, and reliability of components in large-scale industrial applications.Whether your goal is guaranteeing flawless welds, improving paint adhesion on aluminum, or reducing electrical contact resistance on critical components, a perfect aluminum surface preparation process is the non-negotiable first step.
Ensuring Electrical Performance
Cleaning is crucial for any electrical application, as aluminum oxide is an excellent insulator with a resistivity of approximately 1 × 10¹² to 1 × 10¹⁴ Ω·m. This insulating layer creates a significant barrier to electrical flow at connection points. For components like electrical busbars or battery terminals, this high resistance leads to substantial power loss and generates excess heat (Joule heating), which can cause devices to fail over time. The primary goal when working with electrical systems is reducing electrical contact resistance on aluminum to ensure system safety and efficiency.
Improved Efficiency: By cleaning the contact points to expose the bare metal, contact resistance can be reduced by more than 90%, ensuring efficient electrical flow and improving system reliability.
Increased Resistance: This insulating layer creates a significant barrier to electrical flow at connection points on components like busbars or terminals.
Power Loss and Heating: The high resistance leads to substantial power loss and generates excess heat (Joule heating), which can cause devices to fail over time.
Creating Strong and Reliable Connections
Achieving a sound mechanical bond on oxidized aluminum is a significant engineering challenge due to the vast difference in melting points between the materials.
Adhesive Bonding: Adhesives used in automotive or aerospace applications cannot achieve a proper bond on an oxidized surface, which can compromise the structural integrity of the final assembly. Effective surface preparation for aluminum bonding is essential for creating reliable, long-lasting joints.
Welding and Soldering: Pure aluminum melts at approximately 660°C (1220°F), whereas its oxide layer melts at a much higher 2072°C (3762°F).Attempting to weld oxidized aluminum causes the base metal to liquefy long before the oxide melts. Proper pre-weld aluminum cleaning is the only way to prevent this issue. Without it, trapped oxide particles result in a weak, porous joint filled with inclusions that will fail inspections, making it a critical step for fabricators asking about the best way to clean 6061 aluminum for welding.
Flawless Finishes and Coatings:
Paint, powder coatings, or specialized protective layers require a clean, receptive surface to adhere properly. Poor adhesion on an oxidized surface can cause the coating to blister, peel, or flake prematurely, often failing industry-standard salt spray tests (ASTM B117) in a fraction of the expected time. When that happens, the underlying aluminum is exposed to corrosion or wear. For parts where aesthetics and durability are paramount, thorough cleaning is the first and most critical step.
Achieving Flawless Finishes and Coatings
The quality and longevity of any surface finish depend on a clean substrate.
Corrosion Risk: When a coating fails, the underlying aluminum is exposed to corrosion and wear, reducing the lifespan of the product.
Poor Adhesion: Paint, powder coatings, and other protective layers will not adhere properly to an oxidized surface, leading to premature blistering, peeling, or flaking.
Failed Durability Tests: Poorly prepared parts often fail industry-standard durability evaluations, such as salt spray tests (ASTM B117), in a fraction of the expected time.
Maintaining Consistent Product Quality
In a manufacturing environment, uniformity is key to producing reliable products. An inconsistent oxide layer across different parts can cause variations in process outcomes, leading to a higher scrap rate. Properly cleaning every component—from a precision medical device to a critical engine part—guarantees uniformity, improves manufacturing yields, and ensures the reliability of the final product.

Staying Safe: Rules for Cleaning Aluminum Professionally
Safety is the top priority when performing industrial aluminum cleaning. The processes often involve hazardous chemicals, powerful machinery, and high-energy sources that demand strict adherence to safety protocols to protect all personnel.
Safe Handling of Chemicals and Machinery
- Chemical Safety: Strong acids and alkalis used for etching are hazardous. Personnel must be trained according to regulatory standards like OSHA’s Hazard Communication Standard (29 CFR 1910.1200). It is essential to understand the Safety Data Sheets (SDS) for each chemical, which detail specific hazards, protective measures, and emergency procedures.
- Machinery Safety: Industrial equipment such as blasters, grinders, and automated laser systems pose risks from moving parts and high-energy emissions. Only trained and authorized workers should operate this machinery, and critical safety measures like proper machine guarding, emergency stops, and lockout/tagout procedures must be in place.
Ventilation and Respiratory Protection
Many cleaning processes release harmful fumes, vapors, or metallic dust, requiring robust air quality management.
- Ventilation: Effective workshop ventilation is critical. Local Exhaust Ventilation (LEV) systems, such as fume hoods or extraction arms, should be used to capture contaminants at their source. Furthermore, because fine aluminum dust can be a combustible explosion hazard, facilities must use dust collection systems that comply with safety standards like NFPA 484, Standard for Combustible Metals.
- Respirators: When engineering controls like ventilation are insufficient, workers must use appropriate respiratory protection. This may range from dust masks for light work to air-purifying respirators with specialized filters or supplied-air respirators for highly hazardous environments. Proper fit-testing and training are essential for effective use.
Required Personal Protective Equipment (PPE)
Operators must use PPE selected specifically for the hazards of each task.
- Eye and Face Protection: Chemical splash goggles are mandatory when working with liquids. Face shields worn over goggles offer an additional layer of protection. For mechanical cleaning, impact-resistant safety glasses with side shields are required.
- Hand Protection: Gloves must be chosen based on the specific risk. This includes thick, chemical-resistant gloves (e.g., nitrile or butyl rubber) for handling chemicals and cut- or abrasion-resistant gloves for mechanical tasks.
- Body Protection: Depending on the task, protection may include chemical-resistant aprons or full suits for handling chemicals, and leather or other durable materials to protect against sparks during grinding. Steel-toed safety boots are standard footwear.
Specific Safety Protocols for Laser Cleaning
Laser cleaning uses concentrated light energy that can cause instant and severe injury.
- Never look directly into the laser beam or its reflection.
- Laser safety glasses or goggles specifically rated for the wavelength and power of the laser in use are mandatory. Standard safety glasses offer no protection.
- Access to the laser work area must be controlled with physical barriers, warning signs, and safety interlocks that automatically shut off the laser if a door is opened.
- Only trained and authorized personnel are permitted to operate laser cleaning equipment.
Powerful Ways to Remove Aluminum Oxidation
Simple cleaning won’t work for tough industrial jobs where perfect surface preparation is key. So, how do you clean oxidized aluminum using techniques suitable for these demands? Here’s a look at powerful, advanced methods tailored for industry:

Laser Cleaning: Precision Ablation with Light
This high-tech method uses a focused laser beam—typically from a pulsed fiber laser—to clean aluminum without contact. The laser energy is precisely absorbed by the oxide layer, heating it rapidly until it vaporizes (a process called ablation). This turns the oxide and any other contaminants into a fine dust that a vacuum system collects. The laser settings are carefully tuned to remove only the oxide without damaging the base aluminum.
The biggest advantage is its precision. Because the process is so controlled, the heat-affected zone (HAZ) is typically negligible, often less than 20-50 micrometers (based on Riselaser internal testing on 6000-series alloys), preventing any thermal damage or warping of the part.Since it is a dry, non-contact process, there’s no chemical waste or abrasive media. The cleaned surface is pristine and ideal for sensitive tasks like welding or bonding.
A client in the Electric Vehicle (EV) sector struggled with inconsistent weld quality on their battery enclosures. After implementing a Riselaser 300W pulsed laser cleaning system for pre-weld cleaning for 6061 aluminum alloy, they reported a 90% reduction in weld porosity defects and a 20% increase in production line throughput, validating the method’s effectiveness in a demanding, high-volume environment.
This method is widely used to prepare surfaces before welding EV battery tabs, clean semiconductor molds, and ready aerospace parts for bonding.
Chemical Cleaning Aluminum Oxidation: Using Liquids to Clean
This traditional method uses chemical reactions to remove the oxide layer. This process is often called acid etching or alkaline cleaning.
- Alkaline cleaners (containing sodium hydroxide) are effective at removing oils, grease, and the oxide layer.
- Acid cleaners (using nitric, phosphoric, or sulfuric acid) aggressively etch away the oxide and can remove scale or smut. The process often concludes with a de-smutting or passivation step.
This method is effective for batch-processing many parts at once. However, a lack of control can be a major drawback. Over-etching can easily remove several micrometers of the base aluminum, compromising parts with tight dimensional tolerances. Handling these strong chemicals requires strict safety protocols, and the high cost of treating and disposing of hazardous chemical waste is a significant factor.
Mechanical Cleaning: Rubbing Off the Rust
This approach uses physical force to remove the oxide.
- Abrasive Blasting: Particles like aluminum oxide grit (for aggressive cleaning), glass beads (for a satin finish), or sodium bicarbonate (soda blasting, for gentle cleaning) are propelled at the surface.
- Sanding or Grinding: Uses abrasive belts, discs, or wheels. The choice of grit is critical to balance removal speed with the desired surface finish.
- Wire Brushing: Uses rotating stainless steel brushes to avoid ferrous contamination.
Mechanical cleaning is effective for thick oxide layers or preparing for thermal spray coatings. However, the downsides are significant. These methods create substantial airborne dust. The warning from OSHA about silicosis from sandblasting is why safer media are now preferred. A major risk is abrasive particle impregnation, where grit gets embedded in the soft aluminum, creating sites for galvanic corrosion to begin. Furthermore, the process can induce compressive stress into the part’s surface, potentially affecting its mechanical properties.
Comparison: Laser vs. Chemical vs. Mechanical Cleaning for Aluminum Oxide
| Feature | Laser Cleaning | Chemical Cleaning | Mechanical Abrasion |
|---|---|---|---|
| How It Works | Uses focused light (laser) to vaporize the oxide layer. | Uses liquids (acids or alkalis) to dissolve the oxide. | Uses physical force (grinding, blasting) to remove oxide. |
| Precision | Very High: Can target tiny areas precisely. | Low: Cleans all surfaces the chemical touches. | Low to Medium: Depends heavily on operator skill. |
| Effect on Aluminum | Minimal: Doesn’t harm base metal if set correctly. | Can Etch: May roughen or remove some base metal. | Can Roughen/Damage: May change surface shape or embed grit. |
| Typical Speed | Medium to High | Fast (especially for many parts at once) | Varies (Fast for rough work, slower for detail) |
| What It Uses Up | Electricity | Chemicals, Water | Abrasive particles (sand, grit, etc.), Power (electric/air) |
| Main Waste | Filtered dust/fumes | Used chemicals (hazardous waste), contaminated water | Used abrasives, dust (can be hazardous) |
| Environment | Good: No chemical waste, less overall waste. | Challenging: Chemical disposal is a major issue. | Moderate: Dust control needed, abrasive disposal. |
| Complex Shapes? | Yes: Good for intricate parts and selective areas. | Okay: Good for dipping, harder for specific spots. | Difficult: Hard to reach tight corners or insides. |
| Equipment Cost | High | Medium | Low to Medium |
| Running Cost | Medium (Mainly electricity) | High (Chemicals, waste disposal costs add up) | Medium (Abrasives, power, dust management) |
| Main Safety Risks | Laser light (eyes/skin), fumes | Chemical burns, toxic fumes | Dust (breathing hazard), flying particles, noise |
| Best Suited For | High-tech needs, sensitive parts, automation, precision. | Cleaning many parts at once, preparing for coating. | Removing very thick oxide, making surfaces rough. |
Conclusion: Finding Your Best Fit for Aluminum Oxidation Removal
Choosing the best way to remove aluminum oxidation is an important decision. It affects quality, efficiency, cost, and safety. Each method-laser, chemical, or mechanical-has its own pros and cons. The right choice depends on your role and what matters most to you.
Engineers often care about precision and protecting the metal surface. They like how laser cleaning is controlled and gentle, which helps later steps like welding or bonding. Production managers focus on speed, automation, worker safety, and reducing downtime. They weigh the fast, clean laser process against chemical batch cleaning or simple mechanical methods. Procurement and safety teams look at overall costs, including supplies, waste disposal, and meeting rules. They find laser cleaning appealing because it lowers ongoing costs and is more eco-friendly.
Understanding your exact needs is key. Do you want detailed technical info on laser settings for your aluminum alloys? Or maybe a full cost and benefit comparison between laser cleaning and your current chemical or mechanical methods? Riselaser can help. Contact us to talk with our experts. We provide tailored specs, cost analyses, and advice to help you pick the best aluminum oxidation removal method for your industry.
FAQs
A thin oxide layer forms naturally on aluminum and offers some protection. However, it often causes problems in manufacturing. This layer acts like an electrical insulator. It stops coatings and adhesives from sticking properly. It also makes it hard to get strong, consistent welds. Because of this, the performance and look of parts can suffer. Removing the oxide layer fixes these issues. It ensures good conductivity, strong bonds, reliable welds, and smooth surfaces for later steps.
Yes, aluminum naturally begins to form a new oxide layer immediately upon exposure to oxygen in the air. The speed and thickness depend on environmental factors like humidity. For critical applications (like welding or bonding), it’s best practice to perform the subsequent process as soon as possible after cleaning. In some cases, applying a protective coating, sealant, or using a passivation process might be necessary if parts need to be stored or protected long-term.
Yes, it does. Laser cleaning works on many aluminum alloys, including common ones like the 3000, 5000, and 6000 series. It also works on strong aerospace alloys such as the 2000 and 7000 series. Even cast aluminum alloys can be cleaned effectively. The laser settings—like pulse frequency, power, and scanning speed—can be adjusted carefully. This makes sure the laser removes the oxide layer without harming the metal underneath.
Laser cleaning vaporizes the oxide and dirt on the surface. This creates a cloud of tiny particles and fumes. These fumes are usually not as harmful as chemical fumes from acids. But breathing them in is still unsafe. That’s why professional laser cleaning machines always use strong fume extraction systems. These systems catch the particles right away. This keeps the air clean and makes the workspace safe. It also meets air quality rules for workplaces.
The cost of laser cleaning per hour is influenced by several factors, including the power of the laser system (higher power works faster), the thickness of the oxide layer, and the complexity of the part. While the initial equipment investment is higher than for mechanical methods, laser cleaning often has a lower total cost of ownership due to the elimination of consumables (like abrasives or chemicals), reduced labor, and no hazardous waste disposal fees. For a detailed cost-benefit analysis for your specific application, it’s best to consult with an expert.
