In laser cutting, assist gas—also called auxiliary gas—is an essential process tool that works alongside the laser beam. It is delivered through the nozzle as a pressurized gas stream to eject molten material, protect the optics, control edge chemistry, and improve cut quality.
The gas used in laser cutting directly affects cutting speed, edge finish, oxidation, dross formation, and post-processing requirements. Choosing the right laser cutting assist gas can help you produce faster cuts, cleaner edges, and more profitable parts.
Quick Answer: What Gas Is Used in Laser Cutting?
The best assist gas for laser cutting depends on the material and the edge quality you need. Oxygen is the standard assist gas for carbon steel and mild steel because it creates a reactive cutting process that increases speed. Nitrogen is the standard assist gas for stainless steel and aluminum because it prevents oxidation and produces a clean, bright edge. Compressed air is a low-cost option for thin materials when a slightly oxidized edge is acceptable. Argon is used for highly reactive metals such as titanium when maximum edge protection is required.
| Material | Standard Assist Gas | Main Benefit | Typical Edge Result |
|---|---|---|---|
| Carbon steel | Oxygen | Faster cutting speed | Dark, oxidized edge |
| Mild steel | Oxygen | Fast reactive cutting | Oxidized edge |
| Stainless steel | Nitrogen | Prevents oxidation | Clean, bright edge |
| Aluminum | Nitrogen | Clean finish | Bright, weld-ready edge |
| Thin general sheet metal | Compressed air | Lower operating cost | Slight oxidation |
| Titanium / reactive metals | Argon | Maximum protection | Clean, non-discolored edge |
What Is Assist Gas in Laser Cutting?
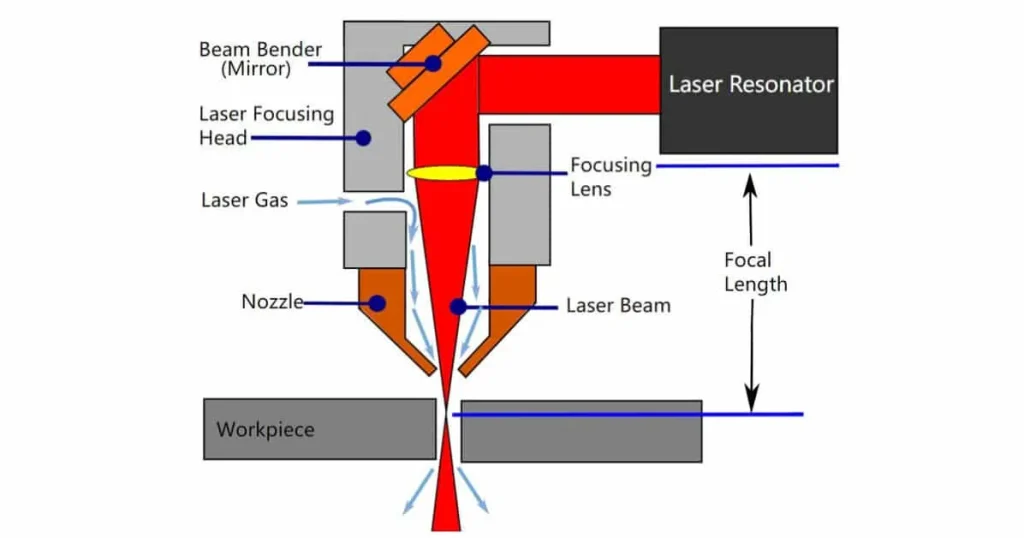
Assist gas, also called auxiliary gas, is a pressurized stream of gas directed through the laser nozzle, forming a coaxial jet around the laser beam. Think of the laser as the blade that melts the metal and the gas as the powerful jet that blows the molten material clear.
Simply put, modern laser cutting is impossible without it. Without a proper assist gas, the molten metal would simply resolidify in the cut path (the kerf), leaving a messy, incomplete cut full of dross. The gas performs four critical functions simultaneously:
- Ejects Molten Material: It provides the physical force to clear the kerf, preventing burrs.
- Controls Chemical Reactions: It can be used to start a reaction (Oxygen) to speed up cutting or prevent one (Nitrogen) to protect the edge.
- Protects the Optics: It creates a positive pressure shield that blocks smoke and spatter from damaging the expensive focusing lens.
- Manages Heat: It provides a cooling effect that minimizes the Heat Affected Zone (HAZ), reducing material warping.

What Gas Is Used for Laser Cutting Different Metals?
The gas used in laser cutting depends mainly on the material, the required edge finish, and the acceptable level of oxidation. In most cases, oxygen is used for carbon steel and mild steel, while nitrogen is preferred for stainless steel and aluminum.
| Gas Type | Best For | Process | Resulting Edge | Speed | Cost |
| Oxygen (O2) | Carbon / Mild Steel | Reactive (Exothermic) | Oxidized, dark | Very Fast | Low |
| Nitrogen (N2) | Stainless Steel, Aluminum | Inert (High-Pressure) | Clean, bright, weld-ready | Moderate | High |
| Compressed Air | Thin Gauge (All Types) | Mixed (Slightly Reactive) | Lightly oxidized | Fast | Very Low |
| Argon (Ar) | Titanium, Reactive Metals | Fully Inert (Protective) | Superior, non-discolored | Slow | Very High |
Standard Assist Gas for Carbon Steel and Mild Steel
Oxygen is the standard assist gas for laser cutting carbon steel and mild steel because it creates a reactive cutting process that adds heat and increases cutting speed. During cutting, oxygen reacts with the hot metal and generates extra heat, allowing thicker mild steel to be cut faster than with inert gases. The trade-off is an oxidized edge that usually requires cleaning before painting or welding.
Nitrogen Assist Gas for Stainless Steel and Aluminum
Nitrogen is the standard assist gas for laser cutting stainless steel and aluminum when a bright, oxidation-free, weld-ready edge is required. As an inert gas, it does not react with the metal and is used at high pressure to blow molten material out of the kerf while shielding the cut edge from oxygen. This prevents oxidation and produces a clean, bright edge, making nitrogen the preferred choice for stainless steel and aluminum.
Compressed Air for Thin Laser Cutting Applications
Compressed air is a low-cost assist gas option for thin laser cutting applications where a slightly oxidized edge is acceptable. Made of about 78% nitrogen and 21% oxygen, it offers a balance between cutting economy and edge quality. The oxygen provides a small speed boost, while the nitrogen helps clear the kerf. The result is usually cleaner than oxygen cutting but not as bright as pure nitrogen.
Argon for Reactive Metals in Laser Cutting
Argon is used in laser cutting for highly reactive metals such as titanium when maximum protection against oxidation and discoloration is required. It provides the best possible shield against any chemical reaction, resulting in a perfectly clean, non-discolored edge. Due to its high cost, it’s reserved for specialty aerospace or medical applications.
Reactive vs Inert Laser Assist Gases: How Do They Work?
Reactive assist gases, mainly oxygen, chemically react with hot metal during laser cutting and generate additional heat that increases cutting speed. Inert assist gases, such as nitrogen and argon, do not react with the metal and are used to protect the cut edge from oxidation. In simple terms, reactive gases help cut faster, while inert gases help produce cleaner edges.
Assist Gas Pressure, Nozzle, and Stand-Off Gap in Laser Cutting
Choosing the right gas is only the first step. You must also master its delivery.
Assist Gas Pressure
Assist gas pressure determines how effectively molten material is expelled from the kerf. Oxygen uses low pressure (0.5-2 bar) to sustain its reaction, while Nitrogen uses high pressure (10-20+ bar) for mechanical force. Incorrect pressure is a primary cause of dross.
Assist Gas Nozzle Selection
The nozzle shapes the gas jet. The diameter and standoff distance (the gap between the nozzle and the material) are critical. A mismatched nozzle or incorrect standoff can ruin cut quality. For a deeper dive, you can explore our complete guide to choosing laser cutting nozzles.
What Happens If the Stand-Off Gap Is Too Small?
If the assist gas stand-off gap is too small, the gas flow can become unstable and more sensitive to spatter, nozzle alignment, and sheet variation. This may reduce cut consistency, worsen edge quality, and increase the risk of nozzle contact with the material. In practice, the correct stand-off gap depends on nozzle design, material thickness, and cutting parameters.
Assist Gas Purity
Assist gas purity is especially important when using nitrogen for stainless steel and aluminum. For a truly clean edge on stainless steel, a purity of 99.995% or higher is crucial. Any contamination from oxygen or moisture will cause a yellow or blue tint on the cut edge.
Troubleshooting Common Laser Cutting Assist Gas Problems
If your cut quality drops, your assist gas is one of the first places to check.
| Problem | Likely Gas-Related Cause | What to Check |
|---|---|---|
| Bottom dross | Gas pressure too high or too low | Recheck pressure and speed |
| Discolored edge with nitrogen | Gas purity too low or leak in line | Check purity and leaks |
| Incomplete cut or stitching | Gas pressure too low | Increase pressure or reduce speed |
For a more detailed analysis, check out our full article on laser cutting troubleshooting techniques.
The True Cost of Laser Cutting Assist Gas
While the cost hierarchy is simple (Air < Oxygen < Nitrogen < Argon), the cheapest gas isn’t always the most profitable. To find the true cost per part, you must consider:
- Gas Cost: The price per cubic foot.
- Cutting Speed: Faster speeds mean lower labor and machine time costs.
- Post-Processing: The cost of labor to grind an oxidized edge can quickly exceed the savings from using a cheaper gas.
Investing in nitrogen to produce a weld-ready stainless steel part is often far more profitable than using compressed air and then paying a fabricator to clean every edge by hand. Similarly, high-volume shops may find that the ROI from an on-site nitrogen generator makes long-term financial sense.
By treating assist gas as a critical process tool, you can improve cut quality, operating efficiency, and overall profitability.
FAQs About Laser Cutting Assist Gas
The best gas depends on the metal. Use Oxygen for carbon and mild steel to get the fastest cut. Use Nitrogen for stainless steel and aluminum to get a clean, weld-ready edge. For highly reactive metals like titanium, you need Argon. Compressed Air is a low-cost option for thin gauges of any metal.
Assist gas has four main jobs: it ejects the molten metal from the cut to prevent burrs, controls chemical reactions at the cut edge, protects the machine’s optics from smoke and spatter, and manages heat to reduce warping. Without it, laser cutting would not produce a clean separation.
The main difference is the process. Oxygen is a reactive gas that creates an exothermic reaction (a controlled burn) to cut carbon steel faster, but it leaves a dark, oxidized edge. Nitrogen is an inert gas used at high pressure to mechanically blow the material out, preventing oxidation and leaving a bright, clean edge on materials like stainless steel.
Dross (burrs on the bottom edge) is usually caused by incorrect gas pressure (either too high or too low) or the wrong nozzle size. Discolored edges when using nitrogen are typically a sign of low gas purity or a leak in the gas line that is allowing oxygen to contaminate the stream.
The assist gas nozzle shapes and directs the gas flow through the kerf. If the nozzle size, alignment, or condition is wrong, it can cause unstable cutting, rough edges, excess dross, and inconsistent results.
If the stand-off gap is too small, the gas flow may become unstable and more sensitive to spatter, nozzle misalignment, and sheet variation. This can reduce cut consistency, worsen edge quality, and increase the risk of nozzle contact with the material.
