Understanding welding positions is very important for anyone working with metal. These positions are more than just names. They affect how good the weld is, how skilled the welder needs to be, and even safety rules. Knowing them also matters for official welder tests. This guide will explain the common welding positions: 1G, 2G, 3G, 4G, 5G, and 6G. Each has its own code and challenges. Mastering these positions helps make strong and reliable welds. Getting this right can make all the difference in construction and repair work.

Understanding Welding Position Basics: Codes, Types & Gravity
Why do some welds look smooth while others seem challenging? The welding position plays a huge role. This knowledge is key to achieving high-quality, safe welds.
What Are Welding Positions? Definition and Importance
A welding position describes the orientation of the weld joint relative to the ground and the welder. It dictates the angle for joining metal pieces. Mastering different positions is crucial. Each position presents unique challenges, mainly due to gravity affecting the molten weld pool. Position directly impacts weld quality, welder safety, and welder certification tests.
Decoding Welding Position Codes: Numbers (1-6) & Letters (F/G)
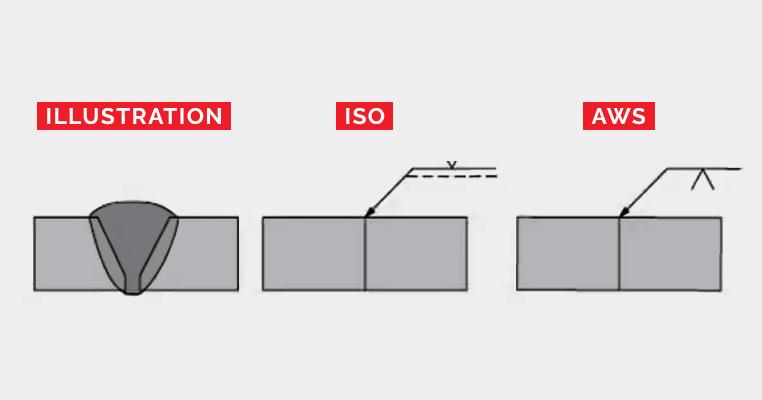
The welding industry uses standard alphanumeric codes, often defined by the American Welding Society (AWS). These codes identify the weld type and the position.
- The Letter: Weld Type (F or G)
- F = Fillet Weld: This weld joins two surfaces meeting at an angle (like a T-joint or lap joint). The fillet weld fills the corner, forming a roughly triangular cross-section. Fillet welds are common in structural connections.
- G = Groove Weld: This weld joins pieces in the same plane (like butt joints). Edges are often prepared with a bevel, creating a “groove”. The groove weld fills this gap. Groove welds are critical for full-strength joints like pipelines or pressure vessels.
- The Number: Position (1 through 6) The number indicates the weld’s orientation, progressing in difficulty:
- 1: Flat
- 2: Horizontal
- 3: Vertical
- 4: Overhead
- 5: Horizontal Fixed Pipe
- 6: Inclined Fixed Pipe (45°)
How Gravity Affects the Weld Pool
Gravity is the primary factor differentiating welding positions. Gravity pulls the molten metal downward.
- In the flat (1G/1F) position, gravity helps. It pulls molten metal into the joint.
- In out-of-position welds (horizontal, vertical, overhead), gravity becomes the challenge. Welders have to work against gravity to keep the weld bead from sagging or dripping. They need to control heat, speed, and the angle of the electrode very carefully. Sometimes, they use special weaving motions. Knowing how gravity affects the weld is the first step to getting each position right.
Overall Summary of Welding Positions
| Position Code(s) | Name | Brief Description | Main Challenge | Relative Difficulty | Common Applications |
|---|---|---|---|---|---|
| 1G / 1F | Flat | Workpiece flat, welding downward | None – Gravity assists | Easiest | Bench work, pre-fabrication, positioned work |
| 2G / 2F | Horizontal | Horizontal weld axis | Molten pool sag due to gravity | Basic/Moderate | Structural connections, tanks, fixed vertical parts |
| 3G / 3F | Vertical | Vertical weld axis (up or down) | Molten pool dripping/sagging | Difficult | Structures, tanks, shipbuilding, pipeline tie-ins |
| 4G / 4F | Overhead | Welding underneath the joint | Gravity pulling metal out of joint | Very Difficult | Underside repairs, fixed ceiling structures |
| 5G | Horizontal Pipe | Pipe fixed horizontally, weld around | Transitioning F/V/OH positions | Advanced | Pipe joining (pipelines, process piping) |
| 6G | Inclined Pipe | Pipe fixed at 45° incline, weld around | All positions at awkward angles | Most Difficult | All-position welder qualification test |
Basic Welding Positions: Flat (1G/1F) & Horizontal (2G/2F)
Let’s explore the first two fundamental positions. New welders often learn these first. They form the foundation for advanced techniques.
1G/1F (Flat): The Easiest Position
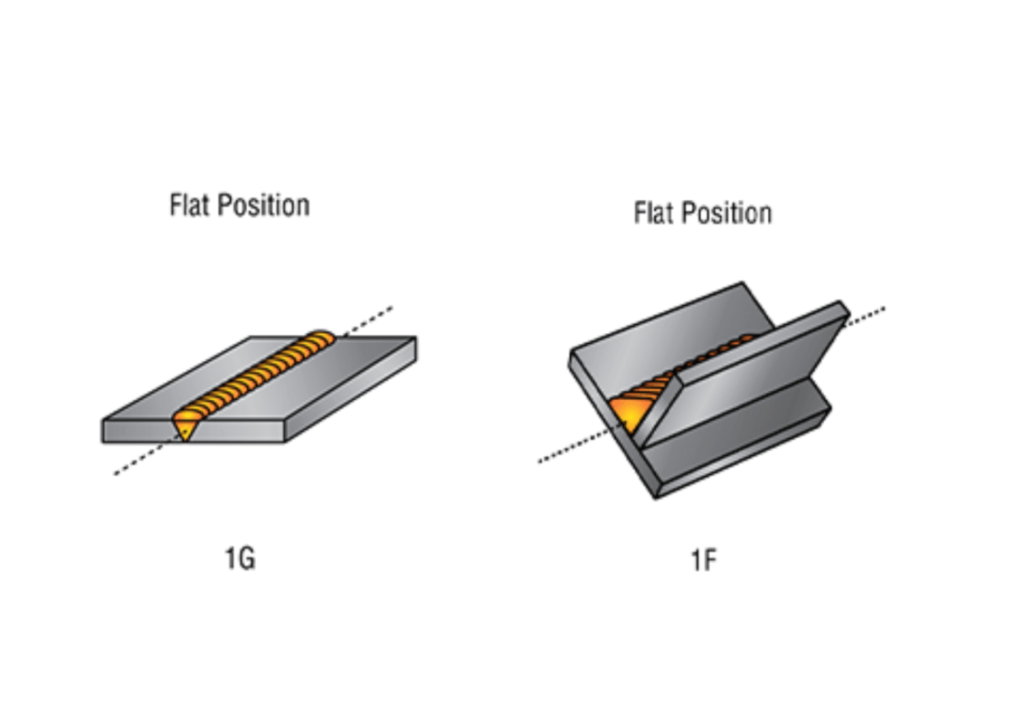
- Description: The 1G welding position for pipe, also known as the horizontal rolled position, is the simplest orientation. In this position, the pipe is laid horizontally and is rotated, either manually or by a machine. This rotation allows the welder to remain in a stationary position, continuously applying the weld to the top surface of the pipe in the flat, or “downhand,” position. This method takes advantage of gravity to aid in the flow of the molten weld pool, facilitating a consistent and high-quality weld.
- Why it’s Easiest: Gravity assists the welder. It helps molten filler metal flow into the joint. This simplifies achieving good fusion and a smooth weld bead.
- Key Techniques: Good technique still matters. Maintain consistent travel speed, arc length, and electrode angle. Watch the weld pool fuse with both base metals. Higher heat input and deposition rates are often possible compared to other positions.
- Applications: Use the flat position whenever possible. It offers ease and high weld quality. Ideal for benchtop fabrication, welding base plates, and situations using workpiece positioners.
2G/2F (Horizontal): The First Out-of-Position Challenge
- Description: The 2G welding position involves creating a groove weld on a joint where the weld axis is horizontal. For plate welding, the plates are positioned vertically, and the welder applies a horizontal bead. In pipe welding, the pipe itself is placed in a fixed vertical position, and the welder moves horizontally around it to complete the joint. The primary challenge in the 2G position is counteracting gravity’s pull, which can cause the molten weld pool to sag. This requires precise control of travel speed and torch angle to ensure proper fusion and a uniform bead.
- 2F (Horizontal Fillet): Typically on a T-joint or lap joint oriented vertically. The 2F weld runs horizontally along the seam.
- 2G (Horizontal Groove): Joins vertically positioned plates with a horizontal seam. The finished weld face is usually vertical.
- The Main Challenge – Sag: Gravity pulls the molten pool downward, causing the bead to sag. Controlling sag is the primary difficulty. Preventing sag requires skill.
- Techniques to Overcome Sag: Success demands careful control:
- Heat Management: Avoid excessive heat. Excess heat makes the puddle too fluid, increasing sag risk. Use appropriate amperage/voltage.
- Torch/Electrode Angle: Angling the torch slightly upward (5-15 degrees) helps counteract gravity. Ensure the angle directs heat properly into the joint root.
- Travel Speed: Maintain a consistent, often slightly faster, travel speed than flat welding. Prevent excessive metal buildup.
- Puddle Control: Keep the weld pool small, manageable. Pay attention to fusion, especially on the top edge, avoiding undercut.
- Applications: The horizontal position is common. Find it in structural steel work, tanks, vessels, shipbuilding, and field fabrication where rotation isn’t feasible.
Mastering 2G/2F demonstrates control over the weld pool against gravity. This skill is crucial for tackling vertical and overhead work.
Challenging Welding Positions: Vertical (3G/3F) & Overhead (4G/4F)
Vertical (3) and Overhead (4) positions present greater challenges. Gravity works strongly against the welder. These demand more skill, control, and awareness.
3G/3F (Vertical): Welding Up or Down
- Description: The weld axis is vertical. ‘3’ designates this position. Weld progresses up or down a vertical seam.
- 3F: Vertical fillet weld.
- 3G: Vertical groove weld.
- The Gravity Challenge: Gravity pulls molten metal downward. Depositing metal smoothly is difficult. Metal may drip or sag. Defects like undercut or overlap are risks.
- Techniques – Uphill vs. Downhill: Welders use two main strategies:
- Vertical Up (Uphill): Start at the bottom, weld upward. Preferred for thicker materials needing good penetration (structural, pipe welding). Often uses a weave pattern (side-to-side, triangular). Pausing at weave sides creates a “shelf” supporting the pool. Requires careful heat control.
- Vertical Down (Downhill): Start at the top, weld downward. Faster, uses lower heat. Suitable for thinner materials or pipeline root passes. Uses fast, steady “stringer beads” with minimal weave. Requires skill for fusion and avoiding trapped slag.
- Applications: Vertical welding is essential. Use it in field construction (structural steel), shipbuilding (hull plates), tank fabrication, and pipeline welding (tie-ins).
For workshops that often handle fixed parts or difficult weld angles, a handheld laser welding machine for stainless steel and aluminum can help improve speed and reduce post-weld cleanup in suitable applications.

4G/4F (Overhead): Defying Gravity

- Description: Considered the most difficult standard position. Weld from the underside of the joint. Welder looks up. ‘4’ designates this position.
- 4F: Overhead fillet weld.
- 4G: Overhead groove weld.
- The Extreme Challenge: Gravity works directly against the welder. Molten metal wants to fall out of the joint. High risk of spatter (dripping metal). Visibility is often difficult. The position can be uncomfortable. Requires exceptional skill. Beads may crown (become convex).
- Key Techniques for Success: Success requires discipline:
- Keep Puddle Small: Use lower current settings. Minimize molten metal volume.
- Fast-Freezing: Use techniques/consumables promoting rapid weld pool solidification.
- Consistent Motion: Use steady, often faster, travel speed. Stringer beads preferred. Weaving increases drip risk.
- Angle & Arc Length: Use proper angles. Maintain a tight, consistent arc length. Use arc force to hold metal up.
- CRITICAL Safety Precautions: Overhead welding poses high risk from falling metal/sparks. Full Personal Protective Equipment (PPE) is mandatory:
- Flame-resistant (FR) jacket (leather recommended).
- Safety glasses under the welding helmet.
- FR head covering (hood, beanie).
- Gauntlet gloves.
- Clear area below of flammable materials.
- Applications: Overhead welding is necessary when components are fixed above:
- Underside repairs (vehicles, equipment).
- Structural steel erection (ceiling beams).
- Shipbuilding, offshore platform work.
- Industrial maintenance inside structures.
Performing vertical, especially overhead, welds consistently tests a welder’s skill. These positions require practice and dedication.
Advanced Pipe Welding Positions: 5G & 6G Explained
Beyond standard plate positions, specialized positions exist for pipe welding. These apply when the pipe cannot rotate. 5G and 6G positions are critical industry benchmarks. They test applying skills across multiple orientations.
5G (Horizontal Fixed Pipe): Welding Around the Clock
- Description: The pipe axis is horizontal. The pipe remains stationary. The welder moves around the pipe circumference. ‘5G’ designates this groove weld position.
- Progression & Techniques: Moving around the pipe encounters a sequence of basic positions:
- Bottom (6 o’clock): Overhead (4G) techniques required.
- Sides (moving up): Vertical (3G) techniques required.
- Top (12 o’clock): Flat (1G) techniques required. Welders must transition techniques smoothly. Two main strategies exist:
- 5G Uphill: Start at bottom (6 o’clock), weld upwards both sides towards top (12 o’clock). Preferred for thicker pipe, pressure piping. Requires overhead-to-vertical-up transitions.
- 5G Downhill: Used for speed (pipeline construction fill/cap passes). Start at top (12 o’clock), weld downwards both sides towards bottom (6 o’clock). Requires specific downhill techniques, often specific electrodes.
- Challenges & Applications: Welders must keep the weld quality steady even when they change their body position or technique. They need to control the heat evenly around the whole pipe. This skill is very important for joining fixed pipe sections. These pipes are used in places like oil and gas pipelines, refineries, power plants, and pipe structures. The 5G position is a common test for welder certification.
6G (45° Inclined Fixed Pipe): The Ultimate Welder Test
- Description: Often the most challenging standard welder qualification test. Pipe fixed at 45-degree incline. Welder moves around stationary pipe. ‘6G’ designates this groove weld. Sometimes includes restriction ring (6GR), limiting access.
- Why Most Difficult: Combines all four basic positions (flat, horizontal, vertical, overhead) at constantly changing, awkward angles. Gravity’s effect is complex, varies continuously. Demands:
- Exceptional puddle control.
- High dexterity, coordination.
- Ability to adapt technique continuously.
- Comfort working in restricted positions (especially 6GR).
- Significance & Applications: Primarily serves as an all-position qualification test. Passing 6G typically qualifies welder for all standard positions (1G-5G) on plate and pipe (within tested limits). Demonstrates high skill needed for complex piping systems:
- Refineries, petrochemical plants.
- Power plants (nuclear, fossil).
- Offshore platforms.
- High-pressure/temperature industrial piping.
Importance of Welding Positions: Skill, Application & Certification
Understanding welding positions is crucial beyond naming them. It impacts skill development, application requirements, and formal welder certification.
Skill Requirements for Different Positions
Skill level directly correlates with position difficulty:
- Foundational (1G/1F, 2G/2F): Builds basic control. Horizontal introduces managing sag.
- Advanced (3G/3F, 4G/4F): Vertical/overhead demand dexterity, focus. Requires specific techniques against gravity.
- Expert (5G, 6G): Pipe welding requires mastery, seamless integration of all position skills, adaptability. Represents highest manual welding skill.
Progressing through positions means learning better weld pool control against gravity.
Common Applications & Selecting the Right Position
Real-world welding often involves fixed components.
- Application Dictates Position: Welders must work in the position presented (horizontal structures, vertical tanks, overhead repairs). Pipelines use 5G/fixed positions.
- Design for Weldability: Engineers may design to minimize difficult positions. Function often requires challenging orientations.
- Technique Selection: Knowing the position helps select correct parameters, consumables, techniques (uphill/downhill) for quality under specific conditions.
Relationship to Welder Certification Requirements
Welding positions are central to welder performance qualification. Industry standards (AWS, ASME, ISO) require proof of skill via testing.
- Purpose of Tests: Tests require producing quality welds in specific challenging positions (3G, 4G, 6G). Tests verify welds meet strict criteria (visual, bend tests, NDT).
- Positional Hierarchy: Codes recognize difficulty hierarchy. Qualifying in harder positions usually qualifies for easier ones (within limits). Passing 3G + 4G plate tests often qualifies for 1G + 2G plate.
- The Power of 6G: The 6G pipe test is highly valued. Passing often qualifies for all positions (1G-5G) on plate/pipe (for tested process/thickness/material). 6G-certified welders demonstrate high versatile skill.
- Employer Confidence & Safety: Certifications assure employers welder has skills for critical work per code requirements. Ensures product integrity, public safety.
Conclusion: Mastering Welding Positions for Success
We explored the landscape of welding positions, from 1G flat to 6G inclined pipe. Understanding these orientations is essential for success, safety in welding.
Key Takeaways:
- Positions & Codes: Define joint orientation relative to gravity (1G/1F – 6G). Standard codes aid communication.
- Gravity: The key factor influencing difficulty, technique.
- Progressive Challenge: Skills grow step by step, starting with flat and horizontal welding. Then, welders move on to vertical and overhead positions. After that, they tackle the harder 5G and 6G pipe welds. Each stage builds on the one before it.
- Critical Importance: It affects how welders develop their skills. It also shapes how they work on real projects. Plus, it forms the basis for welder qualification tests. These tests make sure welds are safe and high quality.
The Indispensable Role of Practice
Welding is a hands-on skill. Theory is vital, but proficiency comes from practice. Developing muscle memory, steady hands, observation skills requires consistent, dedicated practice, especially for out-of-position work. Different processes (SMAW, GMAW, GTAW, FCAW) handle differently per position, needing specific practice.
Evolving Technologies: From Stick to Laser
As you master these fundamental positions, it’s also important to look at the future of welding. Laser Welding is changing the rules of the game. By delivering concentrated energy, it simplifies out-of-position work (like Vertical and Overhead). While understanding the basics of 1G-6G remains critical, learning to operate laser welding equipment is becoming a valuable skill for the next generation of welders working with high-precision components.
Your Path to Success
Mastering the welding position range unlocks potential. It builds confidence, increases versatility, opens doors to challenging, rewarding jobs (especially with 6G certification). It ensures ability to produce strong, sound welds safely, effectively, regardless of orientation. Continuous learning and practice are investments in your welding success.
