Aluminum can be laser cut efficiently, especially with modern fiber laser cutting machines. With the right setup, fabricators can process aluminum sheets and plates with high precision, stable cutting performance, and good edge quality.
Laser cutting aluminum is widely used in industries that need accurate parts, complex shapes, and efficient sheet metal production. Compared with many traditional cutting methods, it offers a non-contact process with narrow kerf width, low mechanical stress, and strong repeatability.
Although aluminum is more challenging to cut than some other metals because of its reflectivity and thermal conductivity, modern fiber laser systems have made the process far more practical in real production. This guide explains how laser cutting aluminum works, what makes aluminum difficult to process, which laser technologies are best, what thickness range is realistic, and how to improve cut quality and productivity.

Can You Laser Cut Aluminum?
Yes, aluminum can be laser cut effectively, especially with modern fiber laser systems. While aluminum is more difficult to process than some metals because it reflects laser energy and transfers heat quickly, the right machine setup can still produce fast, precise cuts with good edge quality.
In modern fabrication, fiber lasers are widely used for aluminum sheet and plate because they offer more stable processing and better efficiency than older laser technologies. For many manufacturers, laser cutting is now a practical solution for producing panels, enclosures, brackets, decorative parts, and structural components.
Why Was Aluminum Once Difficult to Laser Cut?
Aluminum was once considered more difficult to laser cut than materials such as mild steel because it reflects a large amount of laser energy and transfers heat very quickly. These properties made it harder for older laser systems, especially CO2 lasers, to maintain stable cutting performance and consistent edge quality.
Another challenge is that molten aluminum does not always eject as cleanly as other metals. If the settings are not well matched to the material, fabricators may see dross on the bottom edge, unstable piercing, or rougher cut surfaces. These issues were more common in earlier generations of laser cutting equipment.
Modern fiber laser technology has solved many of these problems. Better beam absorption, improved cutting heads, more accurate height control, and optimized gas delivery have made aluminum laser cutting much more reliable in real production environments.
For a technical explanation of why aluminum is harder to process than some other metals, see TWI’s overview of aluminum reflectivity and back-reflection issues in laser cutting.
When Is Laser Cutting a Good Choice for Aluminum?
Laser cutting is a good choice for aluminum when the application requires high precision, fast processing speed, complex shapes, and clean edges. It is especially useful for sheet metal fabrication where parts need tight tolerances and repeatable results across small or large production runs.
Compared with mechanical cutting methods, laser cutting is a non-contact process, which means there is no tool wear and no direct cutting force applied to the material. This helps reduce mechanical stress on the part and makes it easier to produce intricate geometries. For fabricators working with aluminum sheet, plate, or custom profiles, laser cutting can improve both production efficiency and part consistency.
It is also a strong option when minimizing secondary finishing is important. With the correct assist gas and machine settings, fabricators can often achieve smoother edges and less post-processing than with many traditional cutting methods.
What Thickness of Aluminum Can a Laser Cut?
The thickness of aluminum a laser can cut depends on several factors, including laser power, alloy type, assist gas, and the cut quality required. In practice, modern fiber laser systems handle thin aluminum sheet very efficiently and can also process thicker plate when the setup is properly optimized.
Thin aluminum is generally easier to cut because it supports higher speed, better stability, and cleaner edges. As thickness increases, cutting becomes more demanding. Higher power, slower speed, accurate focus control, and strong gas flow are usually needed to maintain stable performance and acceptable edge quality.
Rather than focusing on one maximum thickness number, fabricators should evaluate thickness capability together with alloy, production speed, edge finish, and post-processing requirements.
What Affects Laser Cutting Aluminum Thickness?
Several factors determine how thick an aluminum sheet or plate can be cut successfully with a laser.
Laser power
Higher power generally improves the ability to cut thicker aluminum and maintain stable cutting performance. As thickness increases, the machine needs enough power density to fully penetrate the material and keep molten metal moving out of the cut.
Alloy type
Different aluminum alloys do not behave exactly the same during cutting. Variations in composition can affect melt behavior, edge finish, dross formation, and overall process stability.
Assist gas
High-pressure nitrogen is commonly used when clean, bright edges are required. Gas pressure becomes more important as thickness increases because molten material must be ejected efficiently from the cut.
Cut quality standard
A machine may be able to cut a thicker section, but the practical production thickness may be lower if the requirement is smooth edges, low dross, tight tolerances, and minimal secondary finishing.
Machine setup
Focus position, nozzle condition, beam quality, and height control all influence how well thicker aluminum can be processed. Even with the same power level, poor setup can reduce usable cutting thickness and edge quality.
Common Aluminum Alloys Used in Laser Cutting
Many aluminum alloys are laser cut. The laser cutting of different aluminum alloys considers their properties:
- 6061-T6: Popular, heat-treatable alloy with good strength and corrosion resistance. Laser cutting 6061 aluminum is common for structural parts.
- 5052: Excellent corrosion resistance and good formability. Laser cutting 5052 aluminum suits sheet metal enclosures and marine hardware.
- 3003: Moderate strength, good workability. Used for ductwork and chemical equipment. Generally easy for the laser cutting process for aluminum.
- 5083: High-strength, non-heat-treatable, excellent corrosion resistance. Used in shipbuilding.
- Alloy-Specific Considerations: Alloying elements (magnesium, silicon, etc.) affect melting point and thermal properties. This influences dross and optimal parameters for cutting aluminum material with a laser.
For official guidance on aluminum alloy and temper designation systems, see The Aluminum Association’s industry standards resources.
Best Laser Technology for Cutting Aluminum
Fiber lasers are generally the best choice for cutting aluminum because their wavelength is absorbed more efficiently by the material. Compared with CO2 lasers, fiber lasers offer better cutting speed, lower energy consumption, and more stable performance for most aluminum sheet and plate applications.
Fiber Laser Cutting Aluminum
Fiber lasers are the most widely used technology for cutting aluminum in modern sheet metal fabrication. Their shorter wavelength is absorbed more effectively by aluminum than the longer wavelength of CO2 lasers, which helps improve cutting stability and efficiency.
For thin and medium-thickness aluminum, fiber lasers can deliver fast cutting speeds, narrow kerf width, and high dimensional accuracy. They are also more energy efficient and usually require less maintenance than CO2 systems. For most fabricators, fiber laser cutting is the preferred method when edge quality, productivity, and operating cost all matter.
Can a CO2 Laser Cut Aluminum?
Yes, a CO2 laser can cut aluminum, but it is generally less efficient and less practical than a fiber laser. Aluminum reflects a large portion of the CO2 laser wavelength, which makes energy absorption less effective and increases the risk of unstable cutting or back-reflection issues.
In some cases, CO2 lasers may still be used for specific aluminum applications, especially where equipment is already in place. However, for most modern industrial cutting tasks, fiber lasers are a better choice because they provide higher speed, better energy efficiency, and more reliable results.
Other Laser Technologies for Aluminum
Other laser sources, such as Nd:YAG lasers, have also been used for aluminum processing in certain specialized applications. These systems may still be relevant where high peak power or specific pulse characteristics are required. However, for general aluminum sheet and plate cutting, they have largely been replaced by fiber laser technology because fiber systems are faster, more efficient, and more cost-effective for production use.
Laser Cutting Aluminum Parameters and Settings
Stable aluminum cutting depends on matching the machine setup to the material and production goal. The main variables are laser power, cutting speed, focus position, and assist gas pressure. These settings must be adjusted according to alloy type, thickness, desired edge quality, and machine configuration.
Power, Speed, and Thickness Relationship
Laser power, cutting speed, and material thickness are closely linked in aluminum processing. As aluminum thickness increases, the laser needs more power or a slower cutting speed to maintain a stable cut. If power is too low for the chosen thickness and speed, the cut may become incomplete, unstable, or produce heavy dross on the bottom edge.
For thin aluminum sheets, higher speeds are usually possible because less material must be melted and removed. For thicker aluminum plate, fabricators typically need higher laser power, lower speed, and more careful gas control to maintain edge quality.
Focus Position and Beam Control
Focus position has a major effect on edge quality, kerf shape, and molten material ejection. In many aluminum cutting applications, the focal point is set slightly below the material surface to improve cutting stability and reduce dross, especially on thicker sections.
Beam quality and spot size also matter. A smaller and more concentrated beam can improve precision, support narrower kerf width, and make it easier to cut fine details. However, the optimal setting still depends on thickness, alloy type, and the specific machine configuration.
Starting Parameters for Common Aluminum Alloys
The exact settings for laser cutting aluminum will vary by machine, alloy, thickness, and production target. However, a parameter table can provide a useful starting point for process setup and testing. Fabricators should always fine-tune power, speed, focus, and gas pressure based on actual cut results.
| Alloy | Thickness (mm) | Power (kW) | Speed (m/min) | Assist Gas (Pressure) |
| 6061-T6 | 1.5 | 3 | 22 | Nitrogen (16 Bar) |
| 6061-T6 | 6 | 6 | 3.5 | Nitrogen (18 Bar) |
| 5052 | 2 | 3 | 18 | Nitrogen (16 Bar) |
| 5052 | 5 | 6 | 4 | Nitrogen (18 Bar) |
These values should be used as starting points rather than fixed rules. Final aluminum laser cutting parameters should always be confirmed through test cuts, edge inspection, and dross evaluation under actual production conditions.
Assist Gas and Pressure Settings
Assist gas plays a critical role in laser cutting aluminum. It helps remove molten material from the cut, protects the cutting zone, and affects both edge finish and process stability. Nitrogen is the most common choice when fabricators want a bright, oxide-free edge, while oxygen may be used in some cases where speed is prioritized over edge quality.
High-pressure nitrogen is often preferred for aluminum because it improves molten material ejection and helps reduce dross. Gas pressure must be matched to the material thickness, nozzle condition, and cutting speed. If gas pressure is too low, the cut edge may become rough and molten aluminum may remain attached to the bottom of the part.
Common alloys such as 5052 and 6061 may require different cutting behavior because of differences in strength, thermal response, and melt characteristics. Even when thickness is similar, the ideal settings may not be identical.

Achieving Optimal Cut Quality and Edge Characteristics
The goal of laser cutting aluminum effectively is parts with clean edges and precise dimensions. This requires careful process control.
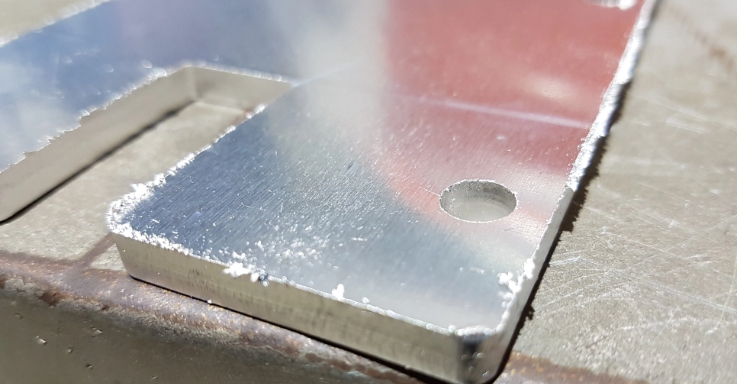
Managing Dross Formation and Edge Finish
Dross on the bottom edge is one of the most common quality issues in aluminum laser cutting. It usually appears when molten material is not fully ejected from the kerf. In practice, reducing dross depends on maintaining a stable cutting condition with the correct combination of beam focus, travel speed, and gas flow.
High-pressure nitrogen is often preferred because it helps remove molten aluminum more effectively and supports cleaner, brighter edges. Nozzle alignment, standoff distance, and overall machine condition also play an important role in edge quality.
Kerf Width, Taper, and Tolerances
These features indicate the precision of laser cut aluminum.
- Kerf Width: The material width removed by the laser. In precision aluminum laser cutting, kerf is narrow (0.08mm-1mm). This allows fine details and less waste.
- Edge Taper: A slight angle on the cut edge. Some taper is inherent, especially in thicker material. Optimizing parameters minimizes it.
- Dimensional Accuracy: Modern systems achieve high accuracy. Tolerances for laser cut aluminum parts range from ±0.05mm to ±0.1mm, sometimes tighter.
Minimizing the Heat Affected Zone (HAZ)
HAZ is the area near the cut with altered microstructure. Fast processing and high power density in lasers minimize HAZ when cutting aluminum by laser. This is important for heat-sensitive alloys like 6061-T6.
Post-Processing Considerations
Optimized laser cutting of aluminum using nitrogen often needs minimal post-processing. Edges are clean and oxide-free. If oxygen is used or parameters are off, dross removal might be needed.
Benefits and Applications of Laser Cutting Aluminum
Laser cutting aluminum is widely used because it combines accuracy, flexibility, and production efficiency in a single process. For many fabricators, the main advantage is not just the ability to cut aluminum, but to do it consistently across different part designs and batch sizes.
This makes laser cutting especially valuable in applications where dimensional control, repeatability, and reduced finishing time all matter.
Key Benefits of Laser Cutting Aluminum
One of the main benefits of laser cutting aluminum is precision. A focused laser beam can produce narrow kerf width, fine details, and accurate part geometry, which is especially important for sheet metal components, panels, brackets, and custom fabricated parts.
Another major advantage is speed. Modern fiber laser systems can process thin and medium-thickness aluminum much faster than many traditional cutting methods. This helps fabricators improve throughput while maintaining stable quality.
Laser cutting is also a non-contact process. Because the tool does not physically touch the material, there is no tool wear and no direct mechanical cutting force on the aluminum. This reduces mechanical stress on the part and helps maintain consistent cutting performance across repeated jobs.
A further benefit is reduced post-processing. When power, speed, focus, and assist gas are optimized correctly, laser-cut aluminum can achieve smooth edges and low dross, especially when nitrogen is used. In many cases, this reduces the amount of deburring, grinding, or edge cleanup required after cutting.
Common Applications of Laser Cutting Aluminum
Common applications of laser cutting aluminum include sheet metal enclosures, panels, brackets, covers, frames, and custom fabricated parts used in industrial equipment and machinery. These applications benefit from the process’s ability to deliver clean edges, tight tolerances, and repeatable dimensions.
In the automotive and transportation sectors, laser-cut aluminum is often used for lightweight structural parts, mounting components, body-related parts, and custom assemblies where both low weight and manufacturing precision matter.
In electronics and electrical equipment, aluminum laser cutting is commonly used for housings, front panels, heat-related components, and precision sheet metal parts that require accurate geometry and consistent quality.
Architectural, decorative, and signage applications also use laser-cut aluminum for panels, lettering, patterns, and custom visible components. Because laser cutting can handle complex shapes with good edge quality, it is well suited to projects that require both functional and visual precision.
For prototyping and custom fabrication, laser cutting is often one of the most efficient ways to produce aluminum parts quickly without tooling changes. This makes it especially useful for short runs, design validation, and low-volume production work.
Is Laser Cutting Aluminum Expensive?
Laser cutting aluminum is not always the cheapest process upfront, but it can be highly cost-effective in real production. The total cost depends on factors such as machine time, material thickness, alloy type, assist gas consumption, part geometry, and the amount of finishing work required after cutting.
For many thin and medium-thickness aluminum parts, laser cutting is competitive because it combines speed, precision, and good edge quality in one process. This can reduce labor time, improve throughput, and lower the need for secondary finishing. In many fabrication environments, that overall efficiency makes laser cutting a practical and economical choice.
Laser Cutting vs Plasma vs Waterjet for Aluminum
To fully appreciate its benefits, it’s useful to see how laser cutting vs. plasma cutting aluminum or waterjet cutting compares.
| Criteria | Laser Cutting | Plasma Cutting | Waterjet Cutting |
|---|---|---|---|
| Precision / Tolerance | High | Moderate | Very High |
| Edge Quality | Smooth, clean edge | Acceptable, may have dross | Smooth, sandblasted edge |
| Heat Affected Zone | Small | Larger | None |
| Cutting Speed (Thin Aluminum) | Fast | Fast | Slower |
| Cutting Speed (Thick Aluminum) | Good | Often faster on thick plate | Slowest |
| Best For | Precision parts, clean edges, intricate details | Thick plate, lower-precision cutting | Heat-sensitive parts, distortion-sensitive applications |
In general, laser cutting is often the best choice for aluminum when the priority is high precision, clean edge quality, and fast processing on thin to medium-thickness material. Plasma cutting is more suitable for thicker sections where fine precision is less important, while waterjet cutting is preferred when avoiding heat affected zone is the main concern.
Conclusion
Laser cutting aluminum has become a practical and efficient solution for modern fabrication. With the right fiber laser system and a well-optimized setup, manufacturers can process aluminum parts with strong precision, reliable edge quality, and good production efficiency.
The best results come from matching the material, thickness, alloy, and quality target to the correct machine parameters and assist gas strategy. When properly controlled, laser cutting offers a highly effective way to produce aluminum parts for both precision fabrication and general industrial use.
FAQs
Yes, aluminum can be laser cut efficiently, especially with modern fiber laser cutting systems. Although aluminum is more reflective and thermally conductive than some other metals, the correct combination of laser power, focus position, speed, and assist gas can produce precise cuts with good edge quality.
The maximum thickness depends on laser power, alloy type, assist gas, and the cut quality required. In general, modern fiber laser systems can cut thin aluminum sheet very efficiently and can also process thicker aluminum plate when the machine setup and parameters are properly optimized. Practical cutting thickness should always be evaluated together with edge quality and production requirements
Yes, 6061 aluminum is one of the most common and ideal alloys for laser cutting. Its widespread use in structural components for aerospace and automotive industries is largely due to how well it responds to the laser cutting process. Modern systems can cut 6061-T6 and other variants with high accuracy and a minimal heat-affected zone.
Fiber lasers are generally the best choice for cutting aluminum. Their wavelength is absorbed more effectively by aluminum than the wavelength of CO2 lasers, which helps improve cutting stability, speed, and energy efficiency. For most sheet metal and plate fabrication work, fiber laser cutting is the preferred method.
Yes, a CO2 laser can cut aluminum, but it is usually less efficient and less practical than a fiber laser. Aluminum reflects a large portion of the CO2 laser wavelength, which can reduce process stability and make cutting more difficult. In modern industrial applications, fiber lasers are generally the better option for aluminum cutting.
