Copper can be laser cut, but it is one of the more difficult metals to process with a standard laser system. Its high reflectivity and high thermal conductivity make piercing and stable cutting more challenging than with carbon steel or aluminum. In most industrial applications, fiber lasers with anti-back-reflection protection are the preferred choice for cutting thin copper sheets, busbars, and electrical components. Below, we explain which laser type is best for copper, how much power is typically needed, which assist gas to choose, and what problems to watch for during production.

Why Is Copper Difficult to Cut with a Laser?
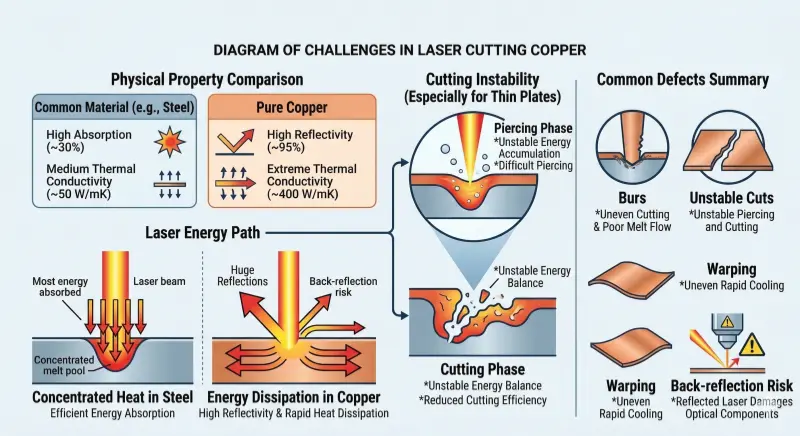
Copper is difficult to laser cut because it reflects a large share of the laser energy and transfers heat away from the cutting zone very quickly. This makes piercing less stable and reduces cutting efficiency, especially on thin, highly conductive material. As a result, copper is more likely to produce burrs, unstable cuts, warping, and back-reflection risk if the machine and settings are not properly matched.
For background on copper’s thermal properties, the Copper Development Association provides a useful overview of why copper transfers heat so efficiently.
Fiber Laser vs CO2 Laser for Copper
Fiber laser cutting machines are generally the preferred choice for cutting copper in modern fabrication. They are more practical for thin copper sheets, precision parts, and industrial production where speed, consistency, and process control matter. In most current industrial applications, copper cutting is far more closely associated with fiber laser systems than with older laser platforms.
CO2 laser cutting machines are usually not the first choice for copper cutting. In most shop environments, they are less practical for reflective metals like copper, especially when stable and repeatable production is required. For this reason, fiber lasers are typically the more common and more effective option for copper processing today.
For a broader overview of laser cutting processes and why fiber lasers are widely used for reflective metals, TWI has a concise technical summary.
What Power Do You Need to Laser Cut Copper?
The power needed to laser cut copper depends mainly on material thickness, edge quality requirements, and process stability. In many industrial applications, 1000W fiber lasers are considered a practical starting point for thin copper sheets, while 1500W or higher is often preferred for more stable cutting and better performance on thicker material.
However, wattage alone does not determine success. Reliable copper cutting also depends on focus position, piercing strategy, assist gas, motion control, and overall machine stability. In production, the goal is not simply to cut copper, but to do so cleanly and consistently at the required thickness.
Nitrogen vs Oxygen for Laser Cutting Copper
Nitrogen is usually the preferred assist gas for laser cutting copper when clean, oxide-free edges are required. It helps remove molten material from the kerf without causing oxidation, which is especially important for electrical parts such as busbars, connectors, and other conductive components.
Oxygen can also be used in some cases, particularly when additional thermal support is needed for thicker copper. However, it typically leaves an oxidized edge that may require secondary cleaning before the part can be used in applications where conductivity or surface quality matters. For most precision and electrical applications, nitrogen is the better choice.
Recommended Settings for Laser Cutting Copper Sheet
| Laser Power | Material Thickness | Assist Gas | Approx. Speed (m/min) | Nozzle Type |
| 1000W | 1.0 mm | Nitrogen (16 Bar) | 8.0 – 10.0 | Single 1.5mm |
| 1000W | 2.0 mm | Nitrogen (18 Bar) | 2.0 – 3.0 | Single 2.0mm |
| 1500W | 2.0 mm | Nitrogen (18 Bar) | 3.5 – 4.5 | Single 2.0mm |
| 1500W | 3.0 mm | Oxygen (2 Bar)* | 1.0 – 1.5 | Double 1.2mm |
> Note: Cutting 3mm copper with 1500W is possible but approaches the process limit; Oxygen is used here to add thermal energy, though edge quality will be lower than Nitrogen cuts.
Laser cutting copper sheet usually requires careful adjustment of focus position, assist gas pressure, nozzle size, and cutting speed. In many cases, operators use a slightly negative focus position to keep more energy inside the material and improve melt removal. High-pressure nitrogen is commonly selected for thin copper sheet when the goal is a cleaner, oxide-free edge.
Stable piercing is also critical during setup. If the process is not well matched to the sheet thickness, the result may include failed piercing, excess burrs, or heat distortion even on relatively thin material. In practice, copper sheet cutting is usually optimized through a combination of laser power, gas selection, focus control, and motion settings rather than wattage alone.
Common Problems When Laser Cutting Copper
Why does piercing fail when cutting copper?
Piercing can fail when the laser power, focus position, or gas setup is not matched to the material thickness. Copper is less forgiving than steel, so unstable piercing often appears early in the process.
Why do burrs appear on laser-cut copper?
Burrs usually appear when molten material is not removed efficiently from the kerf. This can be related to gas pressure, nozzle condition, focus position, or cutting speed.
Why does copper warp during laser cutting?
Warping can occur when too much heat spreads into the surrounding sheet instead of staying concentrated in the cut zone. This is more likely when the process is too slow or not optimized for the material thickness.
Can copper damage a fiber laser
It can if the machine is not properly designed for reflective metals. This is why anti-back-reflection protection is important when processing copper in industrial production.
For general laser hazard assessment and workplace safety considerations, OSHA provides useful guidance on laser risks and protective measures.
Can the Same Laser Cut Brass and Copper?
The same laser machine can often cut both brass and copper, but the two materials should not be treated as identical. Copper is generally more difficult to process, while brass is usually easier to cut under similar shop conditions. Even so, the correct settings for either material still depend on thickness, edge quality requirements, and machine configuration.
For this reason, shops that cut both materials usually adjust focus, gas, speed, and piercing settings rather than using one setup for everything. If the main goal is reliable copper cutting, the machine should be selected and tuned for copper first, with brass treated as a related but less demanding material.
Best Applications for Copper Laser Cutting
Copper laser cutting is commonly used for precision parts where conductivity, dimensional accuracy, and clean geometry are important. Typical applications include busbars, battery tabs, electrical connectors, thin copper sheets, and other components used in power distribution, electronics, and EV-related manufacturing.
Compared with mechanical cutting methods, laser cutting can be more suitable for parts that require intricate shapes, narrow features, or reduced mechanical stress during processing. For many fabrication shops, the main advantage is the ability to produce repeatable copper parts with high precision while reducing secondary finishing on well-optimized jobs.
FAQs
Yes. Fiber lasers are commonly used to cut copper, especially for thin sheets and precision electrical parts. Reliable results usually depend on proper power, anti-back-reflection protection, assist gas, and cutting parameters.
In many industrial applications, 1000W is considered a practical starting point for thin copper sheet. Thicker material usually requires more power and a more carefully optimized process.
For most precision and electrical applications, yes. Nitrogen helps produce a cleaner, oxide-free edge, while oxygen can leave an oxidized surface that may need additional cleaning.
In practice, copper is usually associated with fiber laser cutting rather than CO2 systems. For most modern industrial applications, fiber lasers are the more common and practical choice.
Copper conducts heat away very quickly. If the process is not well matched to the material thickness, heat can spread into the surrounding sheet and lead to distortion or unstable cut quality.
In general, yes. Brass is usually easier to process than pure copper, although both materials still require the correct setup and parameters for stable results.
