Getting a perfect cut in stainless steel is tough. Traditional methods are often slow, imprecise, and leave rough edges that demand extra time and effort to fix. This leads to wasted material, higher labor costs for cleanup, and frustrating project delays when parts don’t fit perfectly. Your most intricate and ambitious designs might even seem impossible to produce accurately. Laser cutting stainless steel solves these problems entirely. It offers great precision and works very fast. You can make perfect, detailed parts straight from your design. This guide will help you learn and master this strong process. It works for all kinds of jobs, from heavy machines to decorative art.
Why Choose Laser Cutting for Stainless Steel?
In contemporary stainless steel fabrication, laser cutting is a cornerstone technology. Its importance stems from key benefits:
Super-Accurate Cuts
Laser cutting is incredibly precise and can carve out complex designs with amazing accuracy. A machine’s tolerance is typically just ±0.1 mm, and some advanced machines are even more accurate, getting it right within ±0.05 mm. Compared to plasma cutting, which is usually off by ±0.2 mm to ±0.5 mm, the cuts from laser cutting are so exact that less metal is wasted, and all the parts fit together perfectly without needing to be fixed by hand later. Sources
Incredibly Fast Speed
Modern fiber lasers can cut through stainless steel much faster than older methods, especially with thin or medium-thick sheets. On sheets less than 2 mm thick, a fiber laser can work two to three times faster than a plasma cutter. For example, a powerful laser can slice through 1 mm thick steel at over 30 meters per minute, which allows workshops to get projects done much faster. Sources
A Perfect, Smooth Finish
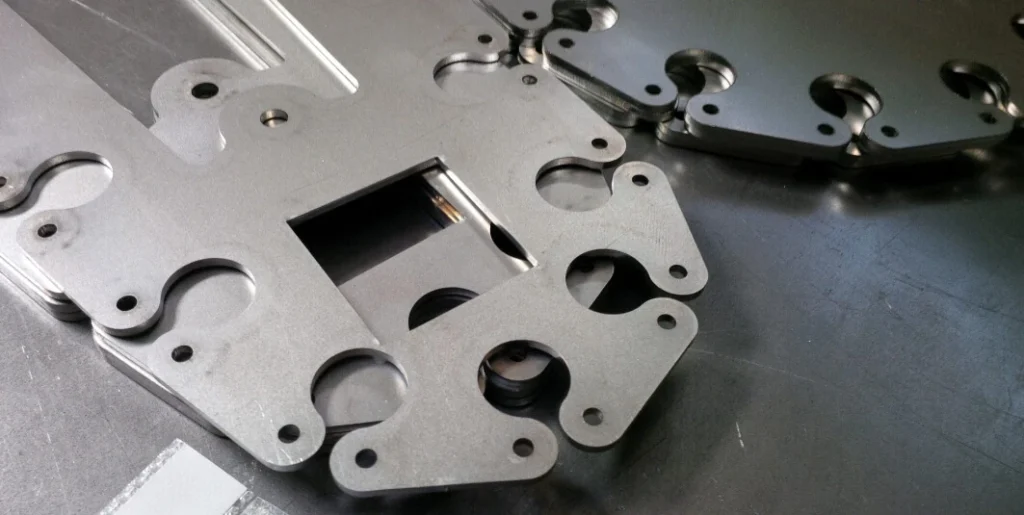
Laser cutting leaves an edge so clean and smooth that it often doesn’t need any extra work. Using high-pressure nitrogen gas, the laser blasts away the melted metal, which prevents the edge from getting a dark, burnt look. The result is a bright, shiny edge with no burrs. In contrast, plasma cutting often leaves behind a messy edge and can weaken the metal around the cut from all the heat. This means someone has to spend extra time and money grinding and polishing the parts to clean them up.
Create Any Shape You Can Imagine
Because a laser is guided by a computer and never physically touches the metal, it has incredible design freedom. A computer follows a digital blueprint (called a CAD file) to tell the laser exactly where to cut. It can create complex shapes, sharp corners, and tiny patterns instantly. Other methods are much more limited. Shears can only cut in straight lines, and punches require a different expensive tool for every single shape. With a laser, you can create endless designs one after another, making it perfect for quickly building test parts (prototyping) or creating unique, custom items.
Industries such as automotive, aerospace, medical, electronics, and architecture use this technology a lot. They depend on it for many tasks. This includes stainless steel profile cutting and making detailed parts for devices. The technology helps them work faster and with more accuracy. It plays a big role in creating both simple and complex products.
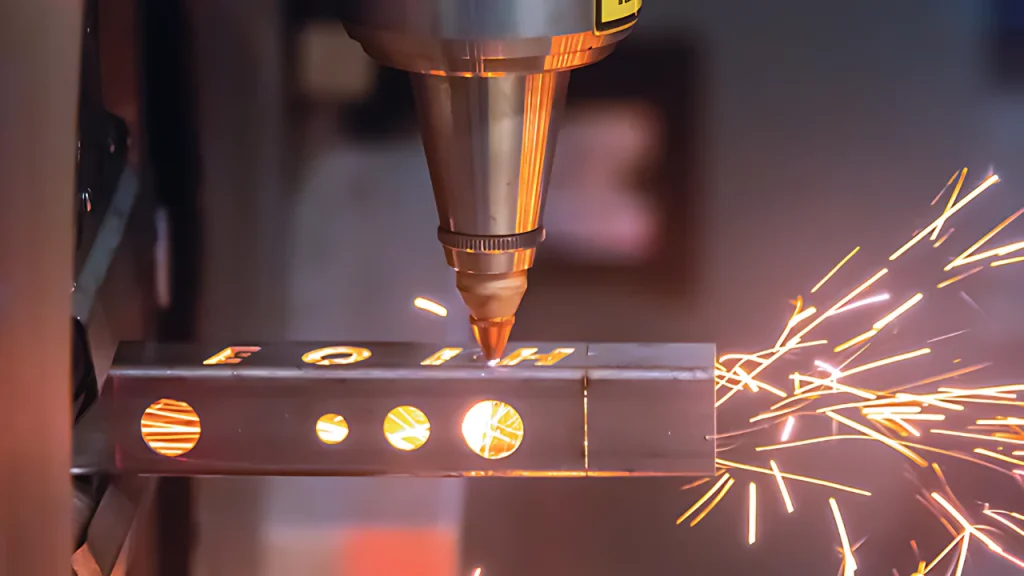
How Laser Cutting Stainless Steel Works
Stainless steel laser cutting uses a focused laser beam to melt and cut the material. Fiber lasers are popular because they work fast and efficiently. This process can create very detailed shapes with clean edges. It causes only a small heat-affected zone, so less finishing work is needed. The cuts are smooth and free of burrs. This makes laser cutting the top choice when high accuracy and a neat look are important. According to TWI, a trusted industry source, using gases like nitrogen helps stop rust from forming and keeps the steel’s protective surface intact.
For stainless steel, with its melting point around 1400−1550 ∘C (2550−2820 ∘F), the mechanism involves:
- Energy Absorption: The stainless steel laser beam strikes the material, and its energy is absorbed. Fiber lasers, with a wavelength near 1 μm, are efficiently absorbed by metals like stainless steel.
- Rapid Melting: The absorbed energy rapidly heats and melts a small volume of the stainless steel.
- Melt Ejection: A coaxial assist gas jet (typically nitrogen for stainless steel) expels the molten material from the cut zone, or kerf.
The Operational Process Involves:
A CAD design converted to machine code.
- The stainless steel sheet placed on the cutting bed.
- The laser system generating and focusing the beam.
- Piercing the material, then precisely moving the cutting head or material along the programmed path.
This non-contact method minimizes mechanical stress on the material, making ss laser cutting highly accurate.
Why Fiber Lasers Are the Top Choice for Steel
While CO₂ laser cutting stainless steel was an earlier technology, fiber lasers are now the industry standard for cutting stainless steel due to superior performance and efficiency.
Fiber Laser Cutting Machine
Features: Light generated within doped optical fiber, delivered via fiber cable. Wavelength (~1 μm) highly absorbed by stainless steel. Excellent beam quality for fine detail. Solid-state reliability.
Advantages: Fiber lasers cut stainless steel much faster than CO₂ lasers. They can be 2 to 5 times quicker on thin to medium sheets. These lasers also use energy more efficiently. Their wall-plug efficiency is over 30 to 40%, while CO₂ lasers only reach about 10 to 15%. Fiber lasers need less maintenance. This lowers the overall operating costs. They are perfect for laser cutting SS sheet of many thicknesses.
Applications: From thin gauge (0.5mm-6mm) in electronics to thick gauge (25mm+) with high-power systems (12kW, 20kW+), fiber lasers excel. Many businesses offering stainless steel laser cutting near me utilize this technology.

CO₂ Laser Cutting Machine
Historical Context: Previously standard, CO₂ laser stainless steel cutting is now niche.
Features: Laser generated in a gas mixture, beam guided by mirrors. Wavelength around 10.6 μm.
Niche Benefits: While fiber lasers now dominate steel cutting, CO₂ lasers excel with non-metallic materials due to their unique wavelength. They are the top choice for cutting acrylic, creating a perfectly polished edge without any extra work. They are also essential for precisely cutting and engraving wood, MDF, leather, and fabrics, often creating sealed edges that prevent fraying. Additionally, they are widely used for detailed engraving on glass and stone. This makes them indispensable in industries like sign-making, woodworking, and fashion.
Current Applications: Primarily legacy systems or very specific thick-section applications, though increasingly rare for new stainless steel cutting investments.
Fiber lasers are now the main choice for cutting stainless steel. They have replaced CO₂ lasers in most cases. This is because fiber lasers are faster and more efficient. They also cost less to run. Fiber lasers work well on almost all thicknesses. They can even handle laser cutting 1 inch steel and thicker plates. Their strong performance makes them popular in many industries.
How to Get a Perfect, Clean Cut
Optimizing laser cutting parameters stainless steel is vital for precision.
Laser Parameters
Power (kW): Higher power allows faster speeds or thicker cutting. Must be balanced to material.
Cutting Speed (mm/min): Affects energy delivery. Too fast leads to incomplete cuts; too slow causes excessive heat.
Focal Position: Position of the beam’s narrowest point relative to the material surface. Critical for kerf width and edge quality. Often set at or slightly below the surface for nitrogen cutting stainless steel.
Nozzle Standoff Distance (mm): Distance from nozzle tip to material. Affects assist gas efficiency.
Assist Gases
Nitrogen (N₂): Preferred for stainless steel. An inert gas, it prevents oxidation, resulting in a clean, shiny edge. Requires high pressure (e.g., 10-25 bar). This is the standard for high-quality laser cutting stainless steel.
Oxygen (O₂): Using oxygen in laser cutting creates a reaction that gives off heat. This can make the cutting faster. However, it often leaves a layer of oxide on the edge. Because of this, laser cutting stainless steel with oxygen is not very common. Sometimes it is used for very thick pieces. In those cases, speed is more important than having a clean edge.
Material Properties
Grade (e.g., 304, 316L): Composition affects melting point and thermal conductivity.
Thickness: Major factor dictating power, speed, and gas settings.
Reflectivity/Surface Finish: Polished surfaces can be more challenging, though fiber lasers handle this well.
Which Stainless Steel Grades Cut Best?
Different stainless steel families exhibit varying behaviors during laser cutting:
- Austenitic (e.g., 304, 316): Most common, non-magnetic, excellent corrosion resistance. Excellent laser cutting suitability, yielding clean cuts. These are often used for custom cut stainless steel sheet and custom cut stainless steel plate.
- Ferritic (e.g., 430): Magnetic, good ductility, less corrosion resistance than austenitics. Good laser cutting suitability.
- Martensitic (e.g., 410, 420): High carbon, hardenable by heat treatment. Fair to good suitability; HAZ can become hard, potentially requiring post-cut annealing.
- Duplex (e.g., 2205): Mixed austenite/ferrite structure, high strength. Good suitability, but requires careful parameter control.
Austenitic grades are usually the easiest for CNC SS cutting. This is because they handle heat well. But there can be problems. High chromium content can affect how the laser reflects and cause oxide to form. Also, these materials don’t conduct heat well and expand more when heated. If this isn’t controlled, the metal can warp or distort.
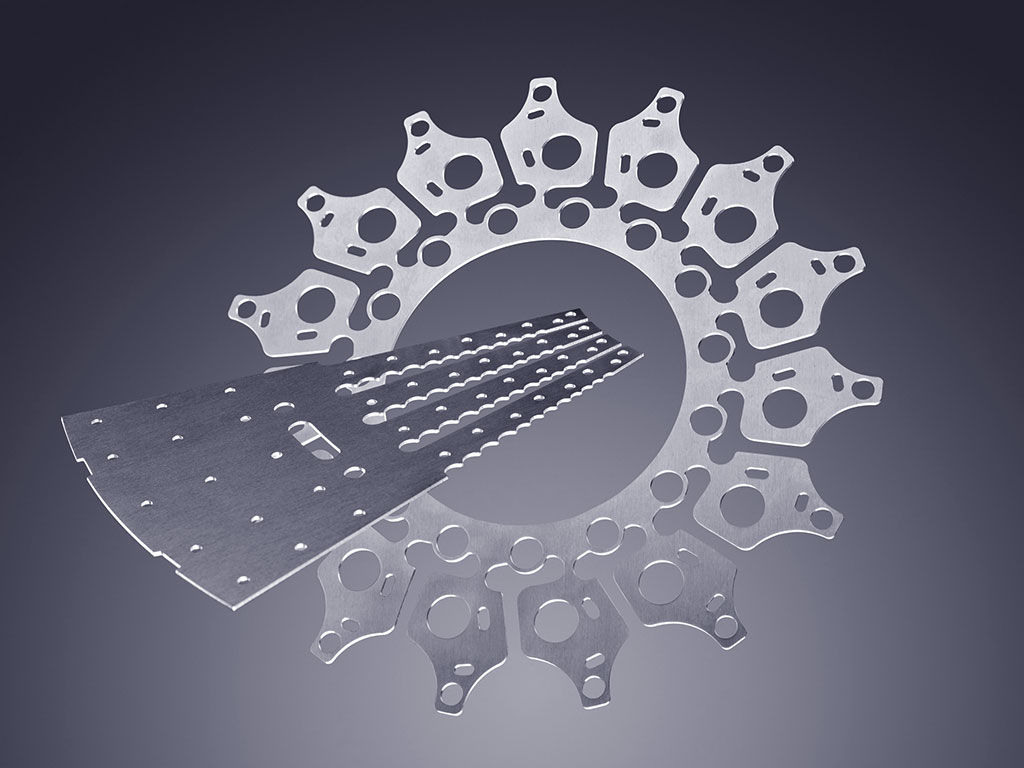
Where Is Laser-Cut Stainless Steel Used?
The impact of laser cutting ss is vast:
- Automotive & Aerospace: Exhaust systems, fuel system parts, structural components, engine elements, airframe brackets.
- Medical: Surgical instruments (scalpels, forceps), implants (stents, bone plates), device components.
- Electronics & Appliances: Casings for phones and servers, intricate internal parts, decorative panels for appliances.
- Architectural & Decorative: Signage, custom fittings, artistic installations, façade panels, laser cutting stainless steel tube for structural or aesthetic elements.
These industries benefit from the ability to create precise, often complex, custom laser cut stainless steel parts efficiently.
Troubleshooting: How to Achieve a Perfect Cut Every Time
Even with advanced technology, achieving a flawless cut requires fine-tuning. Here’s a practical guide to identifying and fixing the most common stainless steel laser cutting issues.
Problem: Dross or Burrs on the Bottom Edge
Dross is a buildup of resolidified metal that clings to the bottom of the cut. It’s the most frequent issue and indicates that molten material isn’t being cleared away cleanly.
- Solutions:
- Increase Nitrogen (N2) Pressure: This is the most common fix. Higher gas pressure is needed to forcefully eject the molten stainless steel from the cut path (kerf).
- Adjust Cutting Speed: If the speed is too fast, the gas jet can’t keep up. If it’s too slow, excess heat can create a larger melt pool that’s harder to clear. You need to find the “sweet spot” for your material’s thickness.
- Check Your Focal Point: The laser’s focus must be precise. For nitrogen cutting, the focal point is typically set at or slightly below the material’s surface to create a clean, parallel kerf.
- Inspect the Nozzle: A damaged, off-center, or partially clogged nozzle will disrupt the gas flow, reducing its effectiveness. Ensure it is clean and in good condition.
Problem: Thermal Distortion and Warping
This happens when excessive heat input causes the stainless steel to expand and contract unevenly, making the sheet bend or twist. It is especially common on thin sheets.
- Solutions:
- Optimize the Cutting Path: Use smart CAD software to create a cutting sequence that distributes heat across the sheet instead of concentrating it in one area. A good practice is to cut internal features before the final external profile.
- Use Secure Clamping: Firmly secure the sheet to the cutting bed. This physically restrains the material from moving as it heats and cools.
- Increase Cutting Speed: Use the highest possible cutting speed (with corresponding power) to minimize the amount of time the laser dwells on any single point, which reduces the overall heat input.
Problem: A Large or Discolored Heat-Affected Zone (HAZ)
The HAZ is a small area along the cut edge where the steel’s properties have been altered by heat. While some HAZ is unavoidable, a large or heavily discolored one is undesirable.
- Solutions:
- Confirm Nitrogen (N2) Use: This is crucial. Nitrogen is an inert gas that shields the cut from oxygen, preventing the oxidation that causes dark, burnt-looking edges and generates extra heat.
- Balance Power and Speed: Use the highest practical speed and the minimum power required for a clean cut. This ensures energy is used for cutting, not for soaking into the surrounding material.
- Choose “L” Grades for Critical Parts: If post-cut corrosion is a major concern, use low-carbon grades like 304L or 316L. They are specifically designed to minimize carbide precipitation (sensitization) in the HAZ.
Problem: Incomplete Cuts or “Tabbing”
This occurs when the laser fails to cut completely through the material, leaving sections attached by small tabs.
- Solutions:
- Increase Laser Power: The most straightforward solution is to ensure the power setting is sufficient for the material’s thickness.
- Decrease Cutting Speed: Slowing the machine’s travel speed allows the laser to apply more energy to a specific area, ensuring it melts through the entire thickness.
- Verify Piercing: The initial pierce must be successful before the cut begins. Modern machines use sophisticated piercing strategies (like pulsed piercing) to ensure a clean start, especially on thick or reflective materials.
What’s Next in Laser Cutting Technology?
Innovations continue to advance stainless steel laser cutting:
- Laser Source Technology: Higher power fiber lasers (30kW+) improve speed on thick sections. Dynamic beam shaping optimizes energy delivery. Ultrafast lasers show promise for micro-machining.
- Smart Manufacturing (AI/ML & Automation): AI for real-time parameter optimization, predictive maintenance. Advanced robotics for loading, sorting, and post-processing.
- Sustainable Practices: Greater energy efficiency in lasers. Advanced nesting software to reduce material waste. Optimized gas consumption.
- Hybrid Systems: Platforms combining laser cutting with welding, marking, or even light additive processes.
Laser cutting technology keeps improving, especially with fiber lasers. This greatly benefits manufacturers and designers. Making high-quality stainless steel parts is now easier and faster, allowing for more diverse design options than ever before. These advancements are particularly impactful for projects requiring custom cut stainless steel plate or intricate detailed sheet metal work, making complex fabrications highly achievable with modern laser systems.
Ready to bring the superior quality of laser-cut stainless steel to your next project?
The experts at Riselaser are here to help. Whether you have a finished design or need guidance on material selection and capabilities, our team is standing by. Contact us today for a free consultation and quote, and let’s turn your design into a reality.
Frequently Asked Questions
A: Yes, almost all types of stainless steel can be laser cut. This includes austenitic, ferritic, martensitic, and duplex grades. However, the best settings and any extra steps after cutting depend on the type. For example, martensitic steel might need annealing after cutting. Austenitic grades like 304 and 316 are usually the easiest to cut with good quality.
A: Nitrogen (N₂) is the best and most common gas used. It helps create a clean, shiny edge without oxidation. Nitrogen also blows away the melted metal well. Oxygen can be used for faster cutting, mostly on thicker materials. But it leaves an oxidized edge, which is not always wanted.
A: High-power fiber lasers can cut very thick stainless steel. Machines with 6kW to 12kW power usually cut up to 25-40mm (about 1 to 1.5 inches) well using nitrogen. Even stronger lasers with 20kW or 30kW power can cut thicker plates faster. Some can cut stainless steel over 50mm (2 inches) thick.
A: The cost depends on things like thickness, part design, quantity, and the laser machine used. Advanced fiber lasers cost more at first. But they work faster, are more precise, and need less upkeep. This often lowers the cost per part, especially for medium to large orders. Also, fewer extra finishing steps save money.
